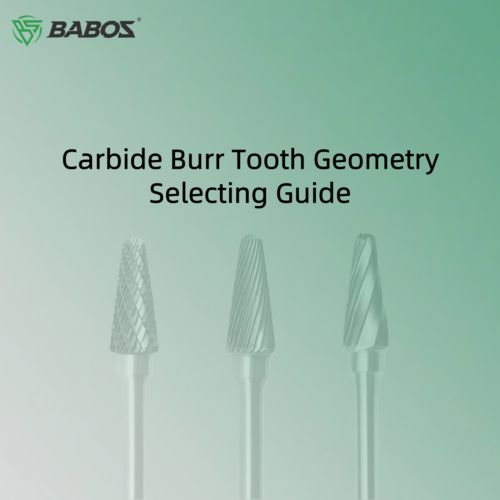
Bei der Auswahl von Wolframkarbid-Rotationsschlägern konzentrieren sich die meisten Käufer auf die Karbidqualität, Härte oder Schaftgröße, übersehen aber oft einen der wichtigsten Leistungsfaktoren: die Zahngeometrie.
Die Zahnform (auch Flöte oder Schneidmuster genannt) bestimmt direkt die Schneidgeschwindigkeit, die Effizienz der Splitterentfernung, die Oberflächenveredelung, die Wärmeerzeugung und die Lebensdauer des Werkzeugs.
Wenn Sie ein Werkzeughändler, ein industrieller Käufer oder ein Einkaufsmanager sind,Das Verständnis der Zahngeometrie hilft Ihnen bei der Wahl der richtigen Karbid-Burr für jede Anwendung und vermeidet unnötige Werkzeugkosten.
Was ist die Zahngehaltung in Rotationsschlägern aus Karbid?
Die Zahngeometrie bezieht sich auf die Form, Größe und Anordnung der Schneidkanten auf dem Karbid-Burrkopf.
- Wie aggressiv Material entfernt wird
- Wie glatt der Burr schneidet
- Wie werden die Chips entladen?
- Wie lange dauert der Burr?
Ein gut gestaltetes Zahnmuster verbessert die Schneideffizienz um 30~50% und reduziert den Verschleiß des Werkzeugs erheblich.
Häufige Zahntypen von Carbide Burrs
Zahntyp
Aussehen
Am besten für
Eigenschaften
Einfach geschnitten
Spiralzähne in eine Richtung
Stahl, Gusseisen
Schnelle Lagerentfernung
Doppelgeschnitten
Zähne mit Querschnitt
mit einer Breite von nicht mehr als 20 mmIch...
Glattere Oberfläche, stabiler Schnitt
Aluminiumgeschnitten
Große Einflöte
Aluminium, Messing, Kunststoffe
Verstopfungshemmende
Einfach geschnitten vs. doppelt geschnitten vs. Aluminiumgeschnitten Performance-Vergleich
Leistungsfaktor
Einfach geschnitten
Doppelgeschnitten
Aluminiumgeschnitten
Schneidgeschwindigkeit
Ich bin nicht derjenige, der das tut.
Das ist nicht wahr.
Ich bin nicht derjenige.
Oberflächenbearbeitung
Das ist nicht wahr.
Ich bin nicht derjenige, der das tut.
Das ist nicht wahr.
Steuerung von Chips
★
Ich bin nicht derjenige, der das tut.
Ich bin nicht derjenige.
Vibrationsstabilität
Das ist nicht wahr.
Ich bin nicht derjenige, der das tut.
Das ist nicht wahr.
Am besten für
Stahl, Gusseisen
SS, Legierungsstahl
Aluminium, Kupfer
*Wenn Sie an Metallwerkstätten oder Vertriebshändler verkaufen, sollten Sie immer alle drei Zahntypen in Ihren Katalog aufnehmen, denn sie decken 90% des Marktbedarfs ab.
Wie sich die Zahngeometrie auf die Schneidleistung auswirkt
1. Chipentfernungseffizienz: Große Flötenentwürfe entfernen Chip schneller (am besten für Aluminium), während Querschnittzähne die Chipgröße reduzieren (am besten für Edelstahl).
2Schneidgeschwindigkeit: Die aggressive Geometrie der Flöte erhöht die Entfernung, erfordert aber auch höhere Drehzahlen und stabile Werkzeuge.
Empfohlene Betriebsgeschwindigkeiten
Durchmesser des Burrkopfes ((rmp/min)
3 mm ((1/8")
6 mm ((1/4")
10 mm ((3/8")
12 mm ((1/2")
16 mm ((5/8")
Höchstbetriebsgeschwindigkeit
90000
65000
55000
35000
25000
Aluminium, Kunststoff
Verwendbarer Bereich
60000 bis 80000
15000 bis 60000
10000 bis 50000
7000 bis 300000
6000 bis 2000
Empfohlene Anlaufgeschwindigkeit
65000
40000
25000
20000
15000
Kupfer, Gusseisen
Verwendbarer Bereich
45000 bis 80000
22500 bis 60000
15000 bis 40000
11000 bis 300000
9000 bis 2000
Empfohlene Anlaufgeschwindigkeit
65000
45000
30000
25000
20000
Leichtes Stahl
Verwendbarer Bereich
60000 bis 80000
450000 bis 60000
30000 bis 40000
22500 bis 30000
18000 bis 2000
Empfohlene Anlaufgeschwindigkeit
80000
50000
30000
25000
20000
mit einem Gehörgehalt von mehr als 0,01 mm
Verwendbarer Bereich
60000 bis 80000
30000 bis 45000
19000-30000
15000-22500
12000 bis 18000
Empfohlene Anlaufgeschwindigkeit
80000
40000
25000
20000
15000
3. Wärmeerzeugung: Falscher Zahntyp = übermäßige Hitze = Werkzeugverschleiß + Verbrennungen am Werkstück.
4Vibration und Stabilität: Doppelschnitt-Burr reduziert die Vibration und verbessert die Steuerung.
5. Werkzeuglebensdauer: Optimierte Zahngeometrie reduziert Reibung und Belastung und verlängert die Lebensdauer der Bohrung um 25-40%.
Auswahl der richtigen Zahngeometrie für verschiedene Materialien
Material
Empfohlene Zahntypen
Gründe für die Empfehlung
Kohlenstoffstahl
Einfach geschnitten
Aggressives Schneiden
mit einer Breite von nicht mehr als 20 mm
Doppelgeschnitten
Verhindert, dass die Arbeit härter wird
Stahl, gehärtet
Doppelgeschnitten
Stabiles Schneiden
Aluminium
Aluminiumgeschnitten
Verhindert das Laden
mit einem Durchmesser von
Doppelgeschnitten
Stabilität bei Hitze
Messing/Kupfer
Aluminiumgeschnitten
Sauberes Schneiden
Häufig gestellte Fragen Käufer fragen auch
F1: Welcher Karbid-Burr-Zahntyp hält am längsten?
Doppelschnitt-Burrungen bieten im Allgemeinen die beste Balance zwischen Geschwindigkeit und Werkzeuglebensdauer.
F2: Kann ich eine spezielle Zahngeometrie anfordern?
Ja, OEM-Anpassung des Zahndesigns ist für Volumenbestellungen verfügbar.
F3: Welcher Zahntyp ist für Edelstahl am besten geeignet?
Doppelschnitt-Bürsen verringern die Härtung und sorgen für eine glattere Kontrolle.
Schlussfolgerung
Die Zahngeometrie steuert direkt die Schneidgeschwindigkeit, die Entfernung von Splittern, die Oberflächenveredelung, die Wärme und die Lebensdauer des Werkzeugs.
Wir produzieren Wolfram-Carbid-Rotations-Burr für globale Werkzeughändler und industrielle AnwenderWir haben folgende Hauptvorteile:
- Ultrafeinkorn-Carbid WC
- Präzisionsschleifen mit 5-Achsen-CNC
- Hochfeste Silberbrennerei
- Standard- und kundenspezifische Zahngeometrie
- Fabrikpreis + schnelle Lieferung
Die Löttechnik und die Auswahl des Lötmaterials bestimmen unmittelbar den Qualitätsgrad der Karbidbrühe.
Die Schweißtechnologie von Rotationsschlägern aus Karbid ist einer der wichtigsten Faktoren, die ihre Qualität beeinflussen.Die Wahl der Schweißmaterialien und der Schweißverfahren bestimmt unmittelbar das Qualitätsniveau der Karbid-Rotationsbohrungen.
Auswahl der Schweißmaterialien: Bei der Rotationsschweißmaschine für Karbid verwendet man ein Kern-Sandwich-Silber-Schweißmaterial, das an beiden Enden mit Silber und einer Kupferlegierungs-Kernschicht in der Mitte versehen ist.Die Schweißtemperatur dieses Materials beträgt etwa 800°C, die im Vergleich zur für Kupferbrennstoffe erforderlichen Schweißtemperatur von 1100 °C deutlich niedriger ist.verhindert Mikrokrecks im Karbid, und bietet eine bessere Schweißfestigkeit.
Auswahl der Schweißmethoden: Derzeit gibt es auf dem Markt zwei Hauptschweißmethoden: Platteil-Silberleitung und Schwanzloch-Kupferleitung.niedrigere Schweißspannung, und niedrigere erforderliche Schweißtemperatur, wodurch die Leistung des Legierungs- und Stahlgriffes besser erhalten wird.Das Kupferbrauen mit Schwanzloch kann etwas Karbidmaterial sparen und ist billiger, aber die höhere Schweißtemperatur kann zu Schäden an den Karbid-Eigenschaften führen.
Schweißanlagen und -verfahren: Die Verwendung automatischer Schweißmaschinen ist ein entscheidender Bestandteil des Prozesses.die Karbidspitze und der Stahlgriff können sich ohne manuelles Eingreifen automatisch für das Löten ausrichten, was die Stabilität der Schweißqualität und die ausgezeichnete Koaxialität zwischen Stahlgriff und Karbidspitze nach dem Schweißen erheblich gewährleistet.
Warum ist die Flat-Bottom-Silberbrazing-Technologie für Carbide Burrs von entscheidender Bedeutung?
Der häufigste Fehler bei Drehfilzen ist ein "Kopfbruch" am Schweißpunkt.BABOS, beseitigen wir dieses Risiko durch die Nutzung von fortgeschrittenenTechnologie für die Plattenblase von Silber.
Im Gegensatz zu herkömmlichen Schweißverfahren beinhaltet unser Verfahren:
Maximaler Oberflächenkontakt:Das flache Bodenkonzept sorgt für einen 100%igen Kontakt zwischen dem Karbidkopf und dem Stahlständer und schafft eine Bindung, die deutlich stärker ist als herkömmliche spitze oder unregelmäßige Gelenke.
Premium Silberlöter:Wir verwenden hochwertiges Silber-Löt-Füllstoff, das eine überlegene Wärmeleitfähigkeit und Stoßbeständigkeit bietet und verhindert, dass das Werkzeug durch Hitzeexpansion während des Schleifens bei hohem Einsatz lockert.
Garantie für keine Bruchfälle:Diese Präzisionsschweißtechnik stellt sicher, dass unsere Werkzeuge hohen Drehzahlen und extremem Seitendruck standhalten können und bietet Industrievertriebern und Endnutzern eine zuverlässige Leistung mit "Null-Risiko".
Als Unternehmen mit mehr als zehn Jahren Erfahrung in der Forschung und Entwicklung von Karbidmaterialien hat Chengdu BABOS Cutting Tools ein tiefes Verständnis für die Leistung von Karbidmaterialien.Während des Schweißprozesses von Rotationsschlägern, verwenden wir eine vollautomatisierte Plattenunterplatten-Silberbrassungstechnologie, die die Leistung der Legierung stark schützt und eine ausgezeichnete Koaxialisierung zwischen Stahlgriff und Karbidspitze gewährleistet.
Schriftsteller: Villa Wang
LinkedIn: https://www.linkedin.com/in/villa-wang-938973339
Jungfräulich vs. Recycelt: Warum ist die Lebensdauer Ihres Hartmetallfräsers so kurz?
In der Welt der industriellen Metallbearbeitung können die Preise für Hartmetallfräser je nach Lieferant erheblich variieren. Viele Einkaufsmanager werden zunächst von niedrigen Preisen angezogen, nur um in der Produktion festzustellen, dass die Werkzeuge vorzeitig verschleißen, leicht brechen oder eine schlechte Oberflächengüte hinterlassen.
Die Hauptursache für diese Leistungsunterschiede liegt in einem entscheidenden Faktor: der Qualität des Rohmaterials.
1. Was ist 100% jungfräuliches Mikrokorngranat-Hartmetall?
Jungfräuliches Material bezieht sich auf Hartmetallpulver, das direkt aus Wolframbergwerk gewonnen wird und noch nie zuvor verwendet oder verarbeitet wurde. Seine Kornstruktur ist extrem fein – oft auf Mikron-Ebene – und perfekt gleichmäßig.
Im Gegensatz dazu wird recyceltes Material (Hartmetallschrott) durch Mahlen alter, gebrauchter Werkzeuge und deren Wiederverpressung hergestellt. Obwohl es technisch immer noch "Hartmetall" ist, sind seine physikalischen Eigenschaften grundlegend beeinträchtigt.
2. Detaillierter Vergleich: Jungfräulich vs. Recycelt
2.1 Härte & Verschleißfestigkeit
Jungfräuliches Material: Bietet überlegene Härte und "Rotglühhärte" (die Fähigkeit, eine scharfe Schneide bei hohen Temperaturen beizubehalten). Bei hohen Drehzahlen (20.000 – 50.000 U/min) bleiben die Schneiden über längere Zeit scharf.
Recyceltes Material: Aufgrund von Verunreinigungen und gemischten Qualitäten aus verschiedenen Schrottquellen ist die Härte inkonsistent. Bei der Bearbeitung von zähen Metallen wie Edelstahl stumpfen die Schneiden fast sofort ab.
2.2 Zähigkeit & Schlagfestigkeit
Dies ist der Schlüssel zur Vermeidung von "Kopfbrüchen".
Jungfräuliches Material: Die gleichmäßige Mikrokorngranat-Struktur bietet eine ausgezeichnete Biegefestigkeit (TRS). In Kombination mit der Flachboden-Hartlöttechnologie absorbiert es effektiv hochfrequente Vibrationen und Stöße.
Recyceltes Material: Enthält mikroskopische Poren oder interne Mikrorisse. Unter seitlichem Druck neigen diese Werkzeuge zum Absplittern oder vollständigen Abbrechen an der Schweißstelle.
2.3 Präzision & Konsistenz
Jungfräuliches Material: Während des CNC-Schleifprozesses ermöglicht das stabile Material eine hochpräzise Fräsergeometrie. Dies gewährleistet eine reibungslose Spanabfuhr und eine überlegene Oberflächengüte am Werkstück.
Recyceltes Material: Führt oft zu unregelmäßigem Verschleiß während der Herstellung, was zu inkonsistenten Leistungen von Charge zu Charge führt.
3. Warum billige Hartmetallfräser Sie tatsächlich mehr kosten
Eine Einsparung von 20 %–30 % beim Erstkauf von recycelten Hartmetallfräsern mag wie ein Schnäppchen erscheinen, aber eine ROI-Analyse (Return on Investment) erzählt eine andere Geschichte:
Häufige Werkzeugwechsel: Werkzeuge aus jungfräulichem Material halten in der Regel 3- bis 5-mal länger als recycelte.
Erhöhte Ausfallzeiten: Jedes Mal, wenn ein Werkzeug ausfällt oder abstumpft, stoppt Ihre Produktionslinie, was die Arbeitskosten erheblich erhöht.
Werkstückbeschädigung: Werkzeuge von geringer Qualität erzeugen übermäßige Hitze, die teure Werkstücke verziehen oder beschädigen kann.
4. Fazit: So erkennen Sie hochwertige Fräser
Als professioneller Hersteller besteht BABOS darauf, 100 % jungfräuliche Mikrokorngranat-Rohmaterialien zu verwenden. Wir empfehlen, bei der Beschaffung auf diese drei Punkte zu achten:
Der "Gewichtstest": Aufgrund der höheren Dichte und Reinheit fühlt sich jungfräuliches Hartmetall deutlich schwerer an als recycelte Alternativen gleicher Größe.
Das Schneidgeräusch: Hochwertige Werkzeuge erzeugen während des Betriebs ein klares, gleichmäßiges Geräusch mit minimalen Vibrationen.
Lieferanten-Zertifizierung: Fragen Sie Ihren Hersteller immer nach einem Rohmaterialzertifikat.
Derzeit gibt es auf dem Markt zwei Hauptschweißverfahren:Silberspannung.Lassen Sie uns kurz die Vor- und Nachteile dieser beiden Schweißmethoden beschreiben, die den Kunden helfen können, eine bessere Wahl zu treffen.
Schwanzloch-Kupferschweißen
• Vorteile:Geringere Kosten, größere Kontaktfläche für das Schweißen, theoretisch höhere Festigkeit.
• Nachteile: Komplexes Schweißverfahren, hohe Schweißtemperatur (ca. 1100°C), erhebliche Auswirkungen auf die Werkzeugstruktur, mögliche Leistungsinstabilität.Hohe Temperaturen können Risse in der harten Legierung verursachen, konzentrierte Schweißspannung und größere Qualitätsschwankungen.
Flachboden Silberschweißen
•Vorteile: Einfache Schweißstruktur, geringe Schweißspannung, niedrigere erforderliche Schweißtemperatur ((ca. 800°C), bessere Erhaltung der Leistung sowohl des Legierungskopfes als auch des Stahls.Höhere SchweißfestigkeitDie Kernkonstruktion reduziert effektiv die Schweißbelastung und beseitigt Mikrokrecks.
• Nachteile: Höhere Kosten.
Wenn hohe Leistung, hohe Geschwindigkeit und eine lange Lebensdauer der rotativen Schiene aus harter Legierung erforderlich sind, wird das Plattenboden-Silberschweißen empfohlen.es bietet bessere Stabilität und Zuverlässigkeit.Wenn die Kosten ein Problem darstellen und das Einsatzszenario keine hohen Anforderungen an die Werkzeugleistung stellt, ist auch das Schweißen mit einem Schwanzloch aus Kupfer eine Option, die zu berücksichtigen ist.
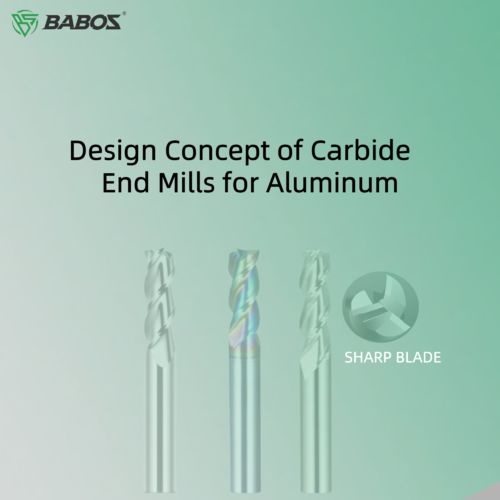
Einführung
Bei der Konstruktion von Hartmetall-Schaftfräsern für Aluminium ist es unerlässlich, die Materialauswahl, die Werkzeuggeometrie, die Beschichtungstechnologie und die Bearbeitungsparameter umfassend zu berücksichtigen. Diese Faktoren gewährleisten eine effiziente und stabile Bearbeitung von Aluminiumlegierungen und verlängern gleichzeitig die Werkzeugstandzeit.
1. Materialauswahl
1.1 Hartmetall-Substrat: YG-Hartmetall (z. B. YG6, YG8) wird aufgrund seiner geringen chemischen Affinität zu Aluminiumlegierungen bevorzugt, was dazu beiträgt, die Bildung von Aufbauschneiden (BUE) zu reduzieren.
1.2 Hochsilizium-Aluminiumlegierungen (8 %–12 % Si): Diamantbeschichtete Werkzeuge oder unbeschichtetes, feinstkörniges Hartmetall werden empfohlen, um siliziuminduzierte Werkzeugkorrosion zu verhindern.
1.3 Hochglanzbearbeitung: Hartmetall-Schaftfräser mit hoher Steifigkeit und präziser Kantenpolitur werden empfohlen, um eine spiegelähnliche Oberflächengüte zu erzielen.
2. Werkzeuggeometrie-Design
2.1 Anzahl der Schneiden: Ein 3-Schneiden-Design wird üblicherweise verwendet, um die Schneideffizienz und die Spanabfuhr auszugleichen. Für die Schruppbearbeitung von Luft- und Raumfahrt-Aluminiumlegierungen kann ein 5-Schneiden-Fräser (z. B. Kennametal KOR5) gewählt werden, um den Vorschub zu erhöhen.
2.2 Drallwinkel: Ein großer Drallwinkel von 20°–45° wird empfohlen, um die Schnittglätte zu verbessern und Vibrationen zu reduzieren. Übermäßig große Winkel (>35°) können die Zahnfestigkeit schwächen, daher ist ein Gleichgewicht zwischen Schärfe und Steifigkeit erforderlich.
2.3 Span- und Freiwinkel: Ein größerer Spanwinkel (10°–20°) verringert den Schnittwiderstand und verhindert das Anhaften von Aluminium. Freiwinkel betragen im Allgemeinen 10°–15° und sind je nach Schnittbedingungen einstellbar, um Verschleißfestigkeit und Schnittleistung auszugleichen.
2.4 Spanraum-Design: Breite, durchgehende Spiralnuten gewährleisten eine schnelle Spanabfuhr und minimieren das Anhaften.
2.5 Kantenvorbereitung: Die Schneidkanten müssen scharf bleiben, um die Schnittkraft zu reduzieren und das Anhaften zu verhindern; eine geeignete Fase erhöht die Festigkeit und verhindert Kantenausbrüche.
3. Empfohlene Beschichtungsoptionen
3.1 Unbeschichtet: In vielen Fällen sind Aluminium-Schaftfräser unbeschichtet. Wenn die Beschichtung Aluminium enthält, kann sie mit dem Werkstück reagieren, was zu einer Ablösung oder Anhaftung der Beschichtung führt und zu einem anormalen Werkzeugverschleiß führt. Unbeschichtete Schaftfräser sind kostengünstig, extrem scharf und leicht nachzuschleifen, wodurch sie sich für Kleinserienfertigung, Prototypenbau oder Anwendungen mit moderaten Anforderungen an die Oberflächengüte (Ra > 1,6 μm) eignen.
3.2 Diamantähnlicher Kohlenstoff (DLC): DLC ist kohlenstoffbasiert, mit einem regenbogenartigen Aussehen, und bietet eine ausgezeichnete Verschleißfestigkeit und Antihaft-Eigenschaften—ideal für die Aluminiumbearbeitung.
3.3 TiAlN-Beschichtung: Obwohl TiAlN eine ausgezeichnete Oxidations- und Verschleißfestigkeit bietet (3–4 mal längere Lebensdauer als TiN in Stahl-, Edelstahl-, Titan- und Nickellegierungen), wird es im Allgemeinen nicht für Aluminium empfohlen, da das Aluminium in der Beschichtung mit dem Werkstück reagieren kann.
3.4 AlCrN-Beschichtung: Chemisch stabil, nicht haftend und geeignet für Titan, Kupfer, Aluminium und andere weiche Materialien.
3.5 TiAlCrN-Beschichtung: Eine Gradientenstruktur-Beschichtung mit hoher Zähigkeit, Härte und geringer Reibung. Sie übertrifft TiN in Bezug auf die Schnittleistung und eignet sich zum Fräsen von Aluminium.
Zusammenfassung: Vermeiden Sie Beschichtungen, die Aluminium enthalten (z. B. TiAlN), wenn Sie Aluminium bearbeiten, da diese den Werkzeugverschleiß beschleunigen.
4. Wichtige Überlegungen
4.1 Spanabfuhr: Aluminiumspäne neigen zum Anhaften; optimierte Nutendesigns (z. B. wellenförmige Kanten, große Spanwinkel) sind für eine reibungslose Abfuhr erforderlich.
4.2 Kühlmethode:
4.2.1 Bevorzugen Sie Innenkühlung (z. B. Kennametal KOR5), um die Schnitttemperatur zu senken und Späne wegzuspülen.
4.2.2 Verwenden Sie Kühlschmierstoffe (Emulsionen oder Ölkühlmittel), um Reibung und Wärme zu reduzieren und sowohl Werkzeug als auch Werkstück zu schützen.
4.2.3 Stellen Sie einen ausreichenden Kühlmittelstrom sicher, um die Schnittzone abzudecken.
4.3 Bearbeitungsparameter:
4.3.1 Hochgeschwindigkeitszerspanung: Schnittgeschwindigkeiten von 1000–3000 m/min verbessern die Effizienz und reduzieren gleichzeitig die Schnittkraft und die Wärme.
4.3.2 Vorschub: Die Erhöhung des Vorschubs (0,1–0,3 mm/Zahn) steigert die Produktivität, aber übermäßige Kräfte müssen vermieden werden.
4.3.3 Schnitttiefe: Typischerweise 0,5–2 mm, je nach Bedarf angepasst.
4.3.4 Anti-Vibrations-Design: Variable Drallwinkel, ungleiche Nutenteilung oder konische Kernstrukturen können Rattern unterdrücken (z. B. KOR5).
Schlussfolgerung
Die wichtigsten Konstruktionsprinzipien von Hartmetall-Schaftfräsern für Aluminium sind geringe Reibung, hohe Spanabfuhr-Effizienz und Antihaft-Eigenschaften. Empfohlene Materialien sind YG-Hartmetall oder unbeschichtetes, feinstkörniges Hartmetall. Geometrien müssen Schärfe und Steifigkeit in Einklang bringen, und Beschichtungen sollten aluminiumhaltige Verbindungen vermeiden. Für Hochglanzoberflächen oder Hochsilizium-Aluminiumlegierungen sind optimierte Kanten- und Nutendesigns unerlässlich. In der Praxis kann die Leistung durch die Kombination geeigneter Bearbeitungsparameter (z. B. Hochgeschwindigkeits-, Gleichlauffräsen) mit effektiven Kühlstrategien (z. B. Innenkühlung) maximiert werden.
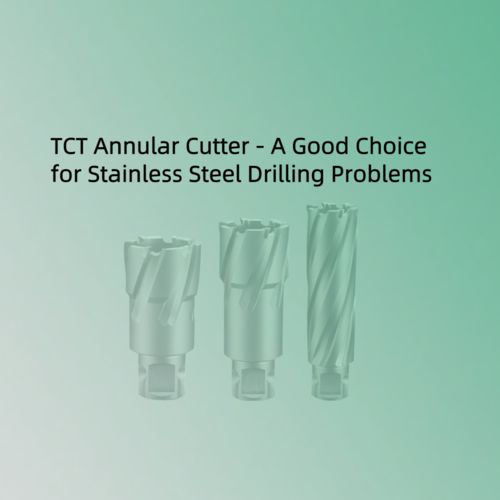
Ringbohrfräser: Ein professionelles Werkzeug zur Bewältigung der Herausforderungen beim Bohren von Edelstahl
Im Bereich der industriellen Bearbeitung hat sich Edelstahl aufgrund seiner hervorragenden Korrosionsbeständigkeit, hohen Festigkeit und guten Zähigkeit zu einem Schlüsselmaterial in der Fertigung entwickelt. Diese Eigenschaften stellen jedoch auch erhebliche Herausforderungen für Bohrvorgänge dar, was das Bohren von Edelstahl zu einer anspruchsvollen Aufgabe macht. Unser Ringbohrfräser bietet mit seinem einzigartigen Design und seiner hervorragenden Leistung eine ideale Lösung für effizientes und präzises Bohren in Edelstahl.
Ⅰ. Herausforderungen und Kernschwierigkeiten beim Bohren von Edelstahl
1.Hohe Härte und hohe Verschleißfestigkeit:
Edelstahl, insbesondere austenitische Sorten wie 304 und 316, weist eine hohe Härte auf, die den Schnittwiderstand erheblich erhöht – mehr als das Doppelte von normalem Kohlenstoffstahl. Standardbohrer werden schnell stumpf, wobei sich die Verschleißraten um bis zu 300 % erhöhen.
2.Geringe Wärmeleitfähigkeit und Wärmeansammlung:
Die Wärmeleitfähigkeit von Edelstahl beträgt nur ein Drittel der von Kohlenstoffstahl. Die beim Bohren entstehende Schnittwärme kann nicht schnell abgeleitet werden, wodurch die lokalen Temperaturen 800 °C übersteigen. Unter solchen Hochtemperatur- und Hochdruckbedingungen neigen Legierungselemente in Edelstahl dazu, sich mit dem Bohrmaterial zu verbinden, was zu Adhäsion und Diffusionsverschleiß führt. Dies führt zu einem Ausfall des Anlassens des Bohrers und zur Oberflächenhärtung des Werkstücks.
3.Erhebliche Verfestigungstendenz:
Unter Schnittbeanspruchung wandelt sich ein Teil des Austenits in hochfesten Martensit um. Die Härte der gehärteten Schicht kann sich im Vergleich zum Grundmaterial um das 1,4- bis 2,2-fache erhöhen, wobei die Zugfestigkeit bis zu 1470–1960 MPa erreicht. Infolgedessen schneidet der Bohrer ständig in immer härteres Material ein.
4.Spananhaftung und schlechte Spanabfuhr:
Aufgrund der hohen Duktilität und Zähigkeit von Edelstahl neigen Späne dazu, kontinuierliche Bänder zu bilden, die leicht an der Schneidkante anhaften und Aufbauschneiden bilden. Dies verringert die Schneideffizienz, zerkratzt die Lochwand und führt zu einer übermäßigen Oberflächenrauheit (Ra > 6,3 μm).
5.Verformung dünner Platten und Positionsabweichung:
Beim Bohren von Blechen, die dünner als 3 mm sind, kann der axiale Druck von herkömmlichen Bohrern zu Materialverformungen führen. Wenn die Bohrerspitze durchbricht, können unausgeglichene Radialkräfte zu einer schlechten Lochrundheit führen (die üblicherweise um mehr als 0,2 mm abweicht).
Diese Herausforderungen machen herkömmliche Bohrmethoden für die Edelstahlbearbeitung ineffizient und erfordern fortschrittlichere Bohrlösungen, um diese Probleme effektiv anzugehen.
Ⅱ. Definition des Ringbohrfräsers
Ein Ringbohrfräser, auch Hohlbohrer genannt, ist ein Spezialwerkzeug zum Bohren von Löchern in harten Metallplatten wie Edelstahl und dicken Stahlblechen. Durch die Anwendung des Prinzips des ringförmigen (ringförmigen) Schneidens überwindet er die Einschränkungen herkömmlicher Bohrmethoden.
Das markanteste Merkmal des Ringbohrfräsers ist sein hohler, ringförmiger Schneidkopf, der nur das Material entlang des Lochumfangs und nicht den gesamten Kern entfernt, wie bei herkömmlichen Spiralbohrern. Dieses Design verbessert seine Leistung dramatisch und macht ihn Standardbohrern weit überlegen, wenn mit dicken Stahlplatten und Edelstahl gearbeitet wird.
Ⅲ. Kerntechnisches Design des Ringbohrfräsers
1.Dreikant-Koordinationsschneidstruktur:
Der Verbundschneidkopf besteht aus äußeren, mittleren und inneren Schneidkanten:
Außenkante: Schneidet eine kreisförmige Nut, um einen präzisen Lochdurchmesser (±0,1 mm) zu gewährleisten.
Mittlere Kante: Trägt 60 % der Hauptschneidlast und verfügt über verschleißfestes Hartmetall für Langlebigkeit.
Innenkante: Bricht den Materialkern und unterstützt die Spanabfuhr. Das ungleichmäßige Zahnteilungsdesign hilft, Vibrationen während des Bohrens zu vermeiden.
2.Ringförmiges Schneiden & Spanbruch-Nut-Design:
Nur 12 %–30 % des Materials werden in Ringform entfernt (Kern erhalten), wodurch die Schnittfläche um 70 % reduziert und der Energieverbrauch um 60 % gesenkt wird. Speziell entwickelte Spiralspanrillen brechen Späne automatisch in kleine Fragmente, wodurch eine bandförmige Spanverwicklung effektiv verhindert wird – ein häufiges Problem beim Bohren von Edelstahl.
3.Zentraler Kühlkanal:
Emulsionskühlmittel (Öl-Wasser-Verhältnis 1:5) wird über einen Zentralkanal direkt auf die Schneidkante gesprüht, wodurch die Temperatur in der Schneidzone um über 300 °C gesenkt wird.
4.Positionierungsmechanismus:
Der zentrale Führungsstift besteht aus hochfestem Stahl, um eine genaue Positionierung zu gewährleisten und ein Verrutschen des Bohrers während des Betriebs zu verhindern – besonders wichtig beim Bohren von rutschigen Materialien wie Edelstahl.
Ⅳ. Vorteile von Ringbohrfräsern beim Bohren von Edelstahl
Im Vergleich zu herkömmlichen Spiralbohrern, die einen Vollflächenschnitt durchführen, entfernen Ringbohrfräser nur einen ringförmigen Abschnitt des Materials – wobei der Kern erhalten bleibt – was revolutionäre Vorteile mit sich bringt:
1.Durchbruch bei der Effizienzsteigerung:
Mit einer Reduzierung der Schnittfläche um 70 % dauert das Bohren eines Φ30-mm-Lochs in 12 mm dickem 304er-Edelstahl nur 15 Sekunden – 8- bis 10-mal schneller als mit einem Spiralbohrer. Für denselben Lochdurchmesser reduziert das Ringschneiden den Arbeitsaufwand um über 50 %. Beispielsweise dauert das Bohren durch eine 20 mm dicke Stahlplatte 3 Minuten mit einem herkömmlichen Bohrer, aber nur 40 Sekunden mit einem Ringbohrfräser.
2.Erhebliche Reduzierung der Schnitttemperatur:
Kühlmittel wird direkt in die Hochtemperaturzone eingespritzt (optimales Verhältnis: Öl-Wasser-Emulsion 1:5). In Kombination mit dem geschichteten Schneiddesign hält dies die Temperatur des Fräskopfes unter 300 °C und verhindert Anlassen und thermisches Versagen.
3.Garantierte Präzision und Qualität:
Das synchronisierte Schneiden mit mehreren Kanten sorgt für eine automatische Zentrierung, was zu glatten, gratfreien Lochwänden führt. Die Lochdurchmesserabweichung beträgt weniger als 0,1 mm, und die Oberflächenrauheit beträgt Ra ≤ 3,2 μm – wodurch eine Nachbearbeitung überflüssig wird.
4.Verlängerte Werkzeugstandzeit und reduzierte Kosten:
Der Hartmetall-Schneidkopf widersteht der hohen Abriebfestigkeit von Edelstahl. Über 1.000 Löcher können pro Nachschleifzyklus gebohrt werden, wodurch die Werkzeugkosten um bis zu 60 % gesenkt werden.
5.Fallstudie:
Ein Lokomotivenhersteller verwendete Ringbohrfräser, um 18-mm-Löcher in 3 mm dicke 1Cr18Ni9Ti-Edelstahl-Grundplatten zu bohren. Die Lochdurchgangsrate verbesserte sich von 95 % auf 99,8 %, die Rundheitsabweichung verringerte sich von 0,22 mm auf 0,05 mm und die Arbeitskosten wurden um 70 % gesenkt.
Ⅴ. Fünf Kernherausforderungen und gezielte Lösungen für das Bohren von Edelstahl
1.Verformung dünner Wände
1.1Problem: Axialer Druck von herkömmlichen Bohrern verursacht plastische Verformung dünner Platten; beim Durchbruch führt eine radiale Kraftunwucht zu ovalen Löchern.
1.2.Lösungen:
Stützmethode: Legen Sie Aluminium- oder Kunststoff-Stützplatten unter das Werkstück, um die Druckspannung zu verteilen. Getestet an 2 mm Edelstahl, Ovalitätsabweichung ≤ 0,05 mm, Verformungsrate um 90 % reduziert.
Schrittvorschubparameter: Anfangsvorschub ≤ 0,08 mm/Umdrehung, Erhöhung auf 0,12 mm/Umdrehung bei 5 mm vor dem Durchbruch und auf 0,18 mm/Umdrehung bei 2 mm vor dem Durchbruch, um eine kritische Drehschwingung zu vermeiden.
2. Schneidanhaftung und Unterdrückung von Aufbauschneiden
2.1.Ursache: Verschweißen von Edelstahlspänen an der Schneidkante bei hoher Temperatur (>550 °C) verursacht Cr-Element-Ausfällung und -Anhaftung.
2.2.Lösungen:
Fasen-Schneidkantentechnologie: Fügen Sie eine 45°-Fasenkante mit einer Breite von 0,3–0,4 mm und einem Freiwinkel von 7° hinzu, wodurch die Kontaktfläche zwischen Klinge und Span um 60 % reduziert wird.
Spanbruch-Beschichtungsanwendung: Verwenden Sie TiAlN-beschichtete Bohrer (Reibungskoeffizient 0,3), um die Aufbauschneidenrate um 80 % zu reduzieren und die Werkzeugstandzeit zu verdoppeln.
Pulsierende Innenkühlung: Heben Sie den Bohrer alle 3 Sekunden für 0,5 Sekunden an, um das Eindringen von Schneidflüssigkeit an der Haftungsgrenzfläche zu ermöglichen. In Kombination mit einer 10 %igen Extremdruckemulsion mit Schwefelzusätzen kann die Temperatur in der Schneidzone um über 300 °C sinken, wodurch das Schweißrisiko erheblich reduziert wird.
3. Spanabfuhrprobleme und Bohrerverklemmung
3.1.Fehlermechanismus: Lange Streifenspäne verwickeln den Werkzeugkörper, blockieren den Kühlmittelfluss und verstopfen schließlich die Spanrillen, was zum Bruch des Bohrers führt.
3.2.Effiziente Spanabfuhrlösungen:
Optimiertes Spanrillen-Design: Vier Spiralrillen mit einem Spiralwinkel von 35°, erhöhte Rillentiefe um 20 %, wodurch sichergestellt wird, dass die Spanbreite jeder Schneidkante ≤ 2 mm beträgt; reduziert die Schneidschwingung und arbeitet mit Federschubstangen für die automatische Spanabfuhr zusammen.
Druckluftunterstützte Spanabfuhr: Bringen Sie eine 0,5-MPa-Druckluftpistole an einem Magnetbohrer an, um Späne nach jedem Loch wegzublasen, wodurch die Verklemmrate um 95 % reduziert wird.
Intermittierendes Bohrerrückziehverfahren: Ziehen Sie den Bohrer vollständig zurück, um Späne zu entfernen, nachdem Sie eine Tiefe von 5 mm erreicht haben, besonders empfohlen für Werkstücke, die dicker als 25 mm sind.
4. Positionierung auf gekrümmten Oberflächen und Sicherstellung der Rechtwinkligkeit
4.1.Besondere Szenarien-Herausforderung: Bohrer rutscht auf gekrümmten Oberflächen wie Stahlrohren, anfänglicher Positionierungsfehler >1 mm.
4.2.Technische Lösungen:
Kreuzlaser-Positionierungsvorrichtung: Integrierter Laserprojektor am Magnetbohrer projiziert ein Fadenkreuz auf die gekrümmte Oberfläche mit einer Genauigkeit von ±0,1 mm.
Gekrümmte Oberflächen-Adaptive-Vorrichtung: V-Nut-Klemme mit hydraulischer Verriegelung (Klemmkraft ≥5 kN) stellt sicher, dass die Bohrachse parallel zur Oberflächennormalen verläuft.
Schrittweises Startbohrverfahren: Stanzen Sie ein 3-mm-Pilotloch auf der gekrümmten Oberfläche → Ø10-mm-Pilotloch-Erweiterung → Ringbohrfräser mit Zieldurchmesser. Diese dreistufige Methode erreicht eine Vertikalität von Ø50-mm-Löchern bei 0,05 mm/m.
Ⅵ.Konfiguration der Edelstahlbohrparameter und Kühlflüssigkeit Wissenschaft
6.1 Goldene Matrix der Schnittparameter
Die dynamische Anpassung der Parameter an die Edelstahlstärke und den Lochdurchmesser ist der Schlüssel zum Erfolg:
Werkstückdicke
Lochdurchmesserbereich
Spindeldrehzahl (U/min)
Vorschub (mm/Umdrehung)
Kühlmitteldruck (bar)
1-3 mm
Ø12-30 mm
450-600
0,10-0,15
3-5
3-10 mm
Ø30-60 mm
300-400
0,12-0,18
5-8
10-25 mm
Ø60-100 mm
150-250
0,15-0,20
8-12
>25 mm
Ø100-150 mm
80-120
0,18-0,25
12-15
Daten aus Versuchen zur Bearbeitung von austenitischem Edelstahl.
Hinweis: Vorschub 0,25 mm/Umdrehung verursacht Ausbrüche der Wendeschneidplatte. Eine strenge Abstimmung von Drehzahl und Vorschubverhältnis ist erforderlich.
6.2 Auswahl und Verwendungshinweise für Kühlmittel
6.2.1.Bevorzugte Formulierungen:
Dünne Platten: Wasserlösliche Emulsion (Öl:Wasser = 1:5) mit 5 % geschwefelten Hochdruckzusätzen.
Dicke Platten: Hochviskoses Schneidöl (ISO VG68) mit Chlorzusätzen zur Verbesserung der Schmierung.
6.2.2.Anwendungsspezifikationen:
Interne Kühlpriorität: Kühlmittel wird durch die Bohrungsmitte des Bohrers zur Bohrerspitze geleitet, Durchflussrate ≥ 15 l/min.
Externe Kühlunterstützung: Düsen sprühen Kühlmittel in einem Winkel von 30° auf die Spanrillen.
Temperaturüberwachung: Ersetzen Sie das Kühlmittel oder passen Sie die Formulierung an, wenn die Temperatur in der Schneidzone 120 °C übersteigt.
6.3 Sechs-Schritte-Betriebsprozess
Werkstückspannen → Hydraulische Vorrichtung verriegeln
Mittelpositionierung → Laser-Kreuzkalibrierung
Bohrer montieren → Anzugsdrehmoment der Wendeschneidplatte prüfen
Parametereinstellung → Konfiguration gemäß Dicke-Lochdurchmesser-Matrix
Kühlmittel aktivieren → Kühlmittel 30 Sekunden lang vorspritzen
Schrittweises Bohren → Alle 5 mm zurückziehen, um Späne zu entfernen und Rillen zu reinigen
Ⅶ.Auswahlempfehlungen und Szenarioanpassung
7.1 Bohrerauswahl
7.1.1.Materialoptionen
Wirtschaftlicher Typ: Kobalt-Schnellarbeitsstahl (M35)
Anwendbare Szenarien: 304er-Edelstahl-Dünnbleche 2000 Löcher, TiAlN-Beschichtung Reibungskoeffizient 0,3, reduziert Aufbauschneiden um 80 %, löst Haftungsprobleme mit 316L-Edelstahl.
Spezielle verstärkte Lösung (Extrembedingungen): Wolframkarbid-Substrat + Nanoröhrenbeschichtung
Nanopartikelverstärkung verbessert die Biegefestigkeit, Hitzebeständigkeit bis zu 1200 °C, geeignet für Tieflochbohren (>25 mm) oder Edelstahl mit Verunreinigungen.
7.1.2.Schaftkompatibilität
Inländische Magnetbohrer: Winkel-Schaft.
Importierte Magnetbohrer (FEIN, Metabo): Universalschaft, Schnellwechselsystem unterstützt, Rundlauftoleranz ≤ 0,01 mm.
Japanische Magnetbohrer (Nitto): Nur Universalschaft, Winkelschäfte nicht kompatibel; erfordern eine dedizierte Schnellwechselschnittstelle.
Bearbeitungszentren / Bohrmaschinen: HSK63-Hydraulikwerkzeughalter (Rundlauf ≤ 0,01 mm).
Handbohrmaschinen / tragbare Geräte: Vierloch-Schnellwechsel-Schaft mit selbstsichernden Stahlkugeln.
Spezielle Anpassung: Herkömmliche Bohrmaschinen erfordern Morsekonusadapter (MT2/MT4) oder BT40-Adapter für die Kompatibilität mit Ringbohrfräsern.
7.2 Typische Szenarien-Lösungen
7.2.1.Verbindungsbohrungen für Dünnbleche in Stahlkonstruktionen
Schmerzpunkt: 3 mm dicke 304er-Edelstahl-Dünnbleche neigen zu Verformungen; Rundheitsabweichung > 0,2 mm.
Lösung:Bohrer: HSS-Winkelschaft (Schnitttiefe 35 mm) + Magnetbohrer mit Adsorptionskraft > 23 kN.
Parameter: Drehzahl 450 U/min, Vorschub 0,08 mm/Umdrehung, Kühlmittel: Öl-Wasser-Emulsion.
7.2.2.Tieflochbearbeitung von dicken Platten im Schiffbau
Schmerzpunkt: 30 mm dicke 316L-Stahlplatten, herkömmlicher Bohrer benötigt 20 Minuten pro Loch.
Lösung:
Bohrer: TiAlN-beschichteter Hartmetallbohrer (Schnitttiefe 100 mm) + Hochdruck-Schneidöl (ISO VG68).
Parameter: Drehzahl 150 U/min, Vorschub 0,20 mm/Umdrehung, schrittweise Spanabfuhr.
7.2.3.Bohren von Löchern auf der Oberfläche von Schienen mit hoher Härte
Schmerzpunkt: Oberflächenhärte HRC 45–50, anfällig für Kantenausbrüche.
Lösung:
Bohrer: Wolframkarbid-Vierloch-Schaftbohrer + interner Kühlkanal (Druck ≥ 12 bar).
Unterstützung: V-förmige Vorrichtungsklemmung + Laserpositionierung (±0,1 mm Genauigkeit).
7.2.4.Positionierung auf gekrümmten/geneigten Oberflächen
Schmerzpunkt: Verrutschen auf der gekrümmten Oberfläche verursacht einen Positionierungsfehler > 1 mm.
Lösung:Dreistufiges Bohrverfahren: Ø3-mm-Pilotloch → Ø10-mm-Erweiterungsloch → Ringbohrfräser mit Zieldurchmesser. Ausrüstung: Magnetbohrer mit integrierter Kreuzlaserpositionierung.
Ⅷ.Technischer Wert und wirtschaftlicher Nutzen des Stahlplattenbohrens
Die Kernherausforderung beim Bohren von Edelstahl liegt im Konflikt zwischen den Eigenschaften des Materials und herkömmlichen Werkzeugen. Der Ringbohrfräser erzielt einen grundlegenden Durchbruch durch drei wichtige Innovationen:
Ringförmige Schneidrevolution: entfernt nur 12 % des Materials anstelle des vollen Querschnitts.
Mechanische Lastverteilung mit mehreren Kanten: reduziert die Last pro Schneidkante um 65 %.
Dynamisches Kühlungsdesign: senkt die Schnitttemperatur um mehr als 300 °C.
In praktischen industriellen Validierungen liefern Ringbohrfräser erhebliche Vorteile:
Effizienz: Die Einzelbohrzeit wird auf 1/10 der Zeit mit Spiralbohrern reduziert, wodurch die Tagesleistung um 400 % gesteigert wird.
Kosten: Die Standzeit der Wendeschneidplatte übersteigt 2000 Löcher, wodurch die Gesamtbearbeitungskosten um 60 % gesenkt werden.
Qualität: Die Lochdurchmessertoleranz erfüllt durchweg die IT9-Güte, mit nahezu null Ausschussraten.
Mit der Verbreitung von Magnetbohrern und den Fortschritten in der Hartmetalltechnologie sind Ringbohrfräser zur unersetzlichen Lösung für die Edelstahlbearbeitung geworden. Mit der richtigen Auswahl und dem standardisierten Betrieb können selbst extreme Bedingungen wie tiefe Löcher, dünne Wände und gekrümmte Oberflächen eine hocheffiziente und präzise Bearbeitung erreichen.
Es wird empfohlen, dass Unternehmen eine Datenbank mit Bohrparametern basierend auf ihrer Produktstruktur aufbauen, um das gesamte Werkzeuglebenszyklusmanagement kontinuierlich zu optimieren.